- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Introduction aux semi-conducteurs de troisième génération : GaN et technologies épitaxiales associées
1. Semi-conducteurs de troisième génération
(1) Semi-conducteurs de première génération
La technologie des semi-conducteurs de première génération est basée sur des matériaux comme le silicium (Si) et le germanium (Ge). Ces matériaux ont jeté les bases de la technologie des transistors et des circuits intégrés (CI), qui à leur tour ont jeté les bases de l’industrie électronique du XXe siècle.
Les matériaux semi-conducteurs de deuxième génération comprennent principalement l'arséniure de gallium (GaAs), le phosphure d'indium (InP), le phosphure de gallium (GaP), l'arséniure d'indium (InAs), l'arséniure d'aluminium (AlAs) et leurs composés ternaires. Ces matériaux constituent l’épine dorsale de l’industrie de l’information optoélectronique, qui a conduit au développement des industries de l’éclairage, de l’affichage, du laser, du photovoltaïque et d’autres industries connexes. Ils sont largement utilisés dans les industries contemporaines des technologies de l’information et de l’affichage optoélectronique.
(3) Semi-conducteurs de troisième génération
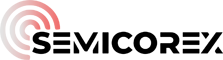
Les matériaux représentatifs des semi-conducteurs de troisième génération comprennent le nitrure de gallium (GaN) et le carbure de silicium (SiC). En raison de leur large bande interdite, de leur vitesse de dérive de saturation électronique élevée, de leur conductivité thermique élevée et de leurs champs électriques de claquage importants, ces matériaux sont idéaux pour les dispositifs électroniques à haute densité de puissance, haute fréquence et à faibles pertes. Les dispositifs d'alimentation SiC ont une densité énergétique élevée, une faible consommation d'énergie et une petite taille, ce qui les rend adaptés aux applications dans les secteurs des véhicules électriques, du photovoltaïque, du transport ferroviaire et du Big Data. Les appareils GaN RF présentent une haute fréquence, une puissance élevée, une large bande passante, une faible consommation d'énergie et une petite taille, ce qui est avantageux pour les communications 5G, l'Internet des objets (IoT) et les applications de radar militaire. De plus, les dispositifs électriques basés sur GaN sont désormais largement utilisés dans les applications basse tension. Les matériaux émergents à base d'oxyde de gallium (Ga2O3) présentent également un potentiel pour compléter les technologies SiC et GaN existantes, en particulier dans les applications basse fréquence et haute tension.
Comparés aux matériaux semi-conducteurs de deuxième génération, les matériaux de troisième génération possèdent des bandes interdites plus larges (le Si typique a une bande interdite d'environ 1,1 eV, le GaAs d'environ 1,42 eV, tandis que le GaN dépasse 2,3 eV), une résistance aux rayonnements plus forte, des performances de claquage de champ électrique plus élevées et de meilleures performances. endurance à haute température. Ces caractéristiques rendent les matériaux semi-conducteurs de troisième génération particulièrement adaptés aux dispositifs électroniques résistants aux rayonnements, haute fréquence, haute puissance et haute densité d'intégration. Ils font des progrès significatifs dans les dispositifs RF à micro-ondes, les LED, les lasers et les dispositifs électriques, et affichent des perspectives prometteuses dans les communications mobiles, les réseaux intelligents, le transport ferroviaire, les véhicules électriques, l'électronique grand public et les dispositifs à lumière ultraviolette et bleu-vert[1].
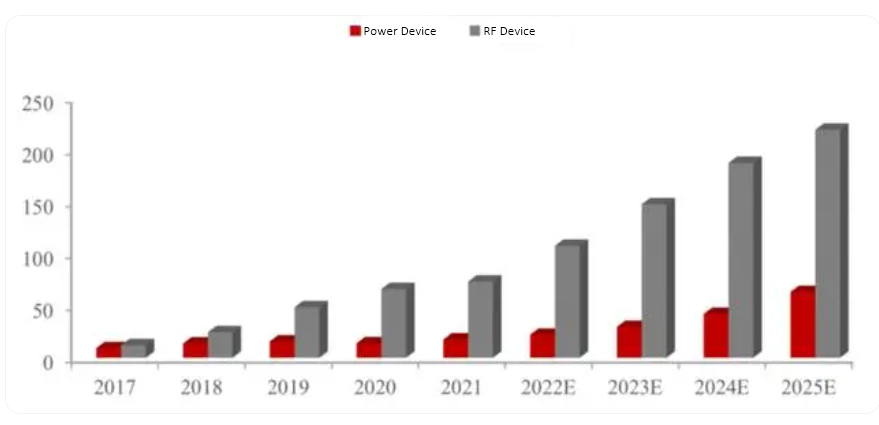
Figure 1 : Taille du marché et prévisions des dispositifs d’alimentation GaN
2. Structure et caractéristiques du GaN
Le nitrure de gallium (GaN) est un semi-conducteur à bande interdite directe avec une bande interdite d'environ 3,26 eV à température ambiante dans sa structure wurtzite. Le GaN existe principalement sous trois structures cristallines : la wurtzite, la mélange de zinc et le sel gemme. La structure wurtzite est la plus stable d’entre elles.La figure 2 montre la structure wurtzite hexagonale du GaN. Dans la structure wurtzite, GaN appartient à la configuration hexagonale compacte. Chaque maille unitaire contient 12 atomes, dont 6 atomes d’azote (N) et 6 atomes de gallium (Ga). Chaque atome de Ga (N) est lié aux 4 atomes de N (Ga) les plus proches, formant une séquence d'empilement le long de la direction [0001] selon un motif ABABAB…[2].
Figure 2 : Structure Wurtzite de la cellule unitaire GaN
À première vue, l’homoépitaxie sur substrats GaN semble être le choix optimal pour l’épitaxie GaN. Cependant, en raison de l’énergie de liaison élevée du GaN, à son point de fusion (2 500°C), la pression de décomposition correspondante est d’environ 4,5 GPa. En dessous de cette pression, le GaN ne fond pas mais se décompose directement. Cela rend les techniques traditionnelles de préparation de substrats, telles que la méthode Czochralski, impropres à la préparation de substrats monocristallins GaN. Par conséquent, les substrats GaN sont difficiles à produire en masse et sont coûteux. Par conséquent, les substrats couramment utilisés pour l’épitaxie GaN comprennent le Si, le SiC et le saphir[3].
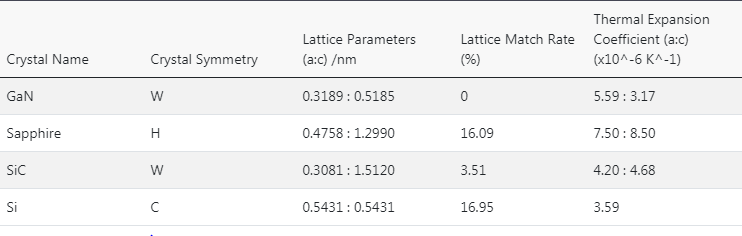
Figure 3 : Paramètres du GaN et des matériaux de substrat courants
(1) Epitaxie GaN sur Saphir
Le saphir est chimiquement stable, peu coûteux et présente un degré élevé de maturité dans la production de masse, ce qui en fait l'un des matériaux de substrat les plus anciens et les plus largement utilisés dans l'ingénierie des dispositifs semi-conducteurs. En tant que substrat courant pour l'épitaxie GaN, les substrats saphir doivent répondre aux problèmes clés suivants :
✔ Inadéquation de réseau élevée : l'inadéquation de réseau entre le saphir (Al2O3) et le GaN est importante (environ 15 %), conduisant à une densité de défauts élevée à l'interface entre la couche épitaxiale et le substrat. Pour atténuer cet effet néfaste, le substrat doit subir un prétraitement complexe avant le début du processus d'épitaxie. Cela comprend un nettoyage approfondi pour éliminer les contaminants et les dommages de polissage résiduels, la création de marches et de structures de surface de marche, une nitruration de surface pour modifier les propriétés mouillantes de la couche épitaxiale et enfin le dépôt d'une fine couche tampon d'AlN (généralement de 10 à 100 nm d'épaisseur), suivie d'un faible -recuit en température pour préparer la croissance épitaxiale finale. Malgré ces mesures, la densité de dislocations dans les films épitaxiaux de GaN cultivés sur des substrats de saphir reste élevée (~10^10 cm^-2) par rapport à l'homoépitaxie sur silicium ou GaAs (densité de dislocations de 0 à 102-104 cm^-2). Des densités de défauts élevées réduisent la mobilité des porteurs, raccourcissent la durée de vie des porteurs minoritaires et diminuent la conductivité thermique, ce qui altère les performances des dispositifs[4].
✔ Inadéquation du coefficient de dilatation thermique : le saphir a un coefficient de dilatation thermique plus élevé que le GaN, ce qui entraîne une contrainte de compression biaxiale au sein de la couche épitaxiale lorsqu'elle refroidit de la température de dépôt à la température ambiante. Pour les films épitaxiaux plus épais, cette contrainte peut conduire à une fissuration du film ou même du substrat.
✔ Mauvaise conductivité thermique : comparé à d'autres substrats, le saphir a une conductivité thermique inférieure (~0,25 Wcm^-1K^-1 à 100°C), ce qui est désavantageux pour la dissipation thermique.
✔ Faible conductivité électrique : la faible conductivité électrique du saphir entrave son intégration et son application avec d'autres dispositifs semi-conducteurs.
Malgré la densité élevée de défauts dans les couches épitaxiales de GaN cultivées sur saphir, ses performances optiques et électroniques dans les LED bleu-vert à base de GaN ne semblent pas significativement diminuées. Par conséquent, les substrats en saphir restent courants pour les LED à base de GaN. Cependant, à mesure que se développent de plus en plus de dispositifs GaN tels que les lasers et autres dispositifs de puissance haute densité, les limites inhérentes aux substrats en saphir deviennent de plus en plus évidentes.
(2) Epitaxie GaN sur SiC
Par rapport au saphir, les substrats SiC (polytypes 4H et 6H) présentent un plus petit décalage de réseau avec les couches épitaxiales de GaN (3,1 % dans la direction [0001]), une conductivité thermique plus élevée (environ 3,8 Wcm^-1K^-1) et conductivité électrique qui permet des contacts électriques arrière, simplifiant ainsi les structures des appareils. Ces avantages incitent de plus en plus de chercheurs à explorer l’épitaxie GaN sur des substrats SiC. Cependant, la croissance directe de couches épitaxiales de GaN sur des substrats SiC se heurte également à plusieurs défis :
✔ Rugosité de surface : les substrats SiC ont une rugosité de surface beaucoup plus élevée que les substrats en saphir (0,1 nm RMS pour le saphir, 1 nm RMS pour le SiC). La dureté élevée et la mauvaise usinabilité du SiC contribuent à cette rugosité et à ces dommages résiduels de polissage, sources de défauts dans les couches épitaxiales de GaN.
✔ Densité de luxation de filetage élevée : les substrats SiC ont des densités de luxation de filetage élevées (103-104 cm^-2), qui peuvent se propager dans la couche épitaxiale GaN et dégrader les performances de l'appareil.
✔ Défauts d'empilement : la disposition atomique sur la surface du substrat peut induire des défauts d'empilement (BSF) dans les couches épitaxiales de GaN. De multiples arrangements atomiques possibles sur le substrat SiC conduisent à des séquences d'empilement atomique initiales non uniformes dans la couche de GaN, augmentant ainsi la probabilité de défauts d'empilement. Les BSF le long de l'axe C introduisent des champs électriques intégrés, provoquant des problèmes de séparation des porteurs et de fuite dans les appareils.
✔ Inadéquation du coefficient de dilatation thermique : le coefficient de dilatation thermique du SiC est inférieur à celui de l'AlN et du GaN, ce qui entraîne une accumulation de contraintes thermiques entre la couche épitaxiale et le substrat pendant le refroidissement. Les recherches de Waltereit et Brand suggèrent que ce problème peut être atténué en faisant croître la couche épitaxiale de GaN sur une fine couche de nucléation d'AlN contrainte de manière cohérente.
✔ Mauvais mouillage des atomes de Ga : la croissance directe du GaN sur les surfaces SiC est difficile en raison du mauvais mouillage des atomes de Ga. Le GaN a tendance à se développer en mode îlot 3D, l'introduction de couches tampons est une solution courante pour améliorer la qualité des matériaux épitaxiaux. L'introduction de couches tampons AlN ou AlxGa1-xN peut améliorer le mouillage de la surface du SiC, favorisant la croissance 2D de la couche épitaxiale de GaN et agissant pour moduler les contraintes et empêcher les défauts du substrat de se propager dans la couche de GaN.
✔ Coût élevé et approvisionnement limité : la technologie de préparation des substrats SiC est immature, ce qui entraîne des coûts de substrat élevés et un approvisionnement limité de la part d'un petit nombre de fournisseurs.
Les recherches de Torres et al. indique que la pré-gravure des substrats SiC avec H2 à haute température (1 600 °C) crée des structures en étapes plus ordonnées, ce qui donne lieu à des films épitaxiaux AlN de meilleure qualité par rapport à ceux cultivés directement sur des substrats non traités. Xie et son équipe ont également démontré que le prétraitement par gravure des substrats SiC améliore considérablement la morphologie de surface et la qualité cristalline des couches épitaxiales de GaN. Smith et coll. ont découvert que les luxations de filetage des interfaces substrat/couche tampon et couche tampon/couche épitaxiale sont liées à la planéité du substrat[5].
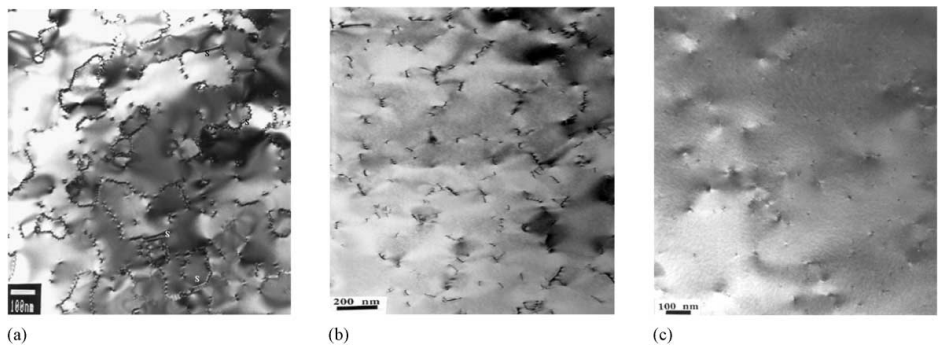
Figure 4 : Morphologie TEM des couches épitaxiales de GaN cultivées sur (0001) faces de substrats 6H-SiC sous différents traitements de surface : (a) nettoyage chimique ; (b) Nettoyage chimique + traitement au plasma d'hydrogène ; © Nettoyage Chimique + Traitement Plasma Hydrogène + Traitement Thermique Hydrogène 1300°C pendant 30 min
(3) Epitaxie GaN sur Si
Comparés aux substrats SiC et saphir, les substrats en silicium bénéficient de processus de préparation matures, d'un approvisionnement stable en substrats de grande taille, d'une rentabilité et d'une excellente conductivité thermique et électrique. De plus, la technologie mature des dispositifs électroniques au silicium offre le potentiel d’une intégration parfaite des dispositifs optoélectroniques GaN avec des dispositifs électroniques au silicium, ce qui rend l’épitaxie GaN sur silicium très attrayante. Cependant, l’inadéquation significative des constantes de réseau entre les substrats Si et les matériaux GaN présente plusieurs défis.
✔ Problèmes d'énergie d'interface : lorsque le GaN est cultivé sur des substrats en Si, la surface du Si forme d'abord une couche de SiNx amorphe, ce qui est préjudiciable à la nucléation du GaN haute densité. De plus, les surfaces de Si réagissent initialement avec Ga, provoquant une corrosion de surface, et à haute température, la décomposition de la surface de Si peut se diffuser dans la couche épitaxiale de GaN, formant des taches noires de silicium.
✔ Inadéquation de réseau : l'importante inadéquation constante de réseau (~ 17 %) entre GaN et Si entraîne des luxations de filetage à haute densité, réduisant considérablement la qualité de la couche épitaxiale.
✔ Inadéquation du coefficient de dilatation thermique : le GaN a un coefficient de dilatation thermique plus grand que le Si (GaN ~5,6×10^-6 K^-1, Si ~2,6×10^-6 K^-1), ce qui peut provoquer des fissures dans le GaN. couche épitaxiale pendant le refroidissement depuis la température de croissance épitaxiale jusqu'à la température ambiante.
✔ Réactions à haute température : le Si réagit avec le NH3 à haute température, formant du SiNx polycristallin. L'AlN ne peut pas se nucléer préférentiellement sur le SiNx polycristallin, ce qui conduit à une croissance de GaN hautement désorientée avec des densités de défauts très élevées, ce qui rend difficile la formation de couches épitaxiales de GaN monocristallin [6].
Pour remédier à l'importante discordance de réseau, les chercheurs ont tenté d'introduire des matériaux tels que AlAs, GaAs, AlN, GaN, ZnO et SiC comme couches tampons sur des substrats en Si. Pour empêcher la formation de SiNx polycristallin et réduire ses effets néfastes sur la qualité cristalline de GaN/AlN/Si (111), du TMAl est généralement introduit avant la croissance épitaxiale de la couche tampon d'AlN pour empêcher le NH3 de réagir avec la surface de Si exposée. De plus, des techniques telles que les substrats à motifs sont utilisées pour améliorer la qualité de la couche épitaxiale. Ces développements contribuent à supprimer la formation de SiNx à l'interface épitaxiale, à favoriser la croissance 2D de la couche épitaxiale de GaN et à améliorer la qualité de la croissance. L'introduction de couches tampons en AlN compense les contraintes de traction provoquées par les différences de coefficients de dilatation thermique, empêchant ainsi les fissures dans la couche de GaN sur les substrats de silicium. Les recherches de Krost indiquent une corrélation positive entre l’épaisseur de la couche tampon d’AlN et la réduction des contraintes, permettant la croissance de couches épitaxiales de plus de 6 µm d’épaisseur sur des substrats de silicium sans fissuration, grâce à des schémas de croissance appropriés.
Grâce à des efforts de recherche approfondis, la qualité des couches épitaxiales de GaN cultivées sur des substrats de silicium s'est considérablement améliorée. Les transistors à effet de champ, les détecteurs ultraviolets à barrière Schottky, les LED bleu-vert et les lasers ultraviolets ont tous fait des progrès significatifs.
En conclusion, les substrats épitaxiaux GaN courants sont tous hétéroépitaxiaux, confrontés à divers degrés de discordance de réseau et de différences de coefficient de dilatation thermique. Les substrats homoépitaxiaux GaN sont limités par une technologie immature, des coûts de production élevés, des substrats de petite taille et une qualité sous-optimale, ce qui rend le développement de nouveaux substrats épitaxiaux GaN et l'amélioration de la qualité épitaxiale des facteurs critiques pour le progrès futur de l'industrie.
4. Méthodes courantes pour l’épitaxie GaN
(1) MOCVD (dépôt chimique en phase vapeur métal-organique)
Alors que l’homoépitaxie sur substrats GaN semble être le choix optimal pour l’épitaxie GaN, le dépôt chimique en phase vapeur organométallique (MOCVD) offre des avantages significatifs. Utilisant du triméthylgallium et de l'ammoniac comme précurseurs et de l'hydrogène comme gaz porteur, le MOCVD fonctionne généralement à des températures de croissance autour de 1 000-1 100 °C. Le taux de croissance du MOCVD est de l’ordre de plusieurs micromètres par heure. Cette méthode peut produire des interfaces atomiquement nettes, ce qui la rend idéale pour la croissance d’hétérojonctions, de puits quantiques et de super-réseaux. Sa vitesse de croissance relativement élevée, son excellente uniformité et son aptitude à la croissance sur de grandes surfaces et sur plusieurs tranches en font une méthode standard pour la production industrielle.
(2) MBE (épitaxie par faisceau moléculaire)
Dans l'épitaxie par faisceau moléculaire (MBE), des sources élémentaires sont utilisées pour le gallium et l'azote actif est généré via un plasma RF à partir d'azote gazeux. Comparé au MOCVD, le MBE fonctionne à des températures de croissance nettement inférieures, autour de 350 à 400°C. Cette température plus basse peut éviter certains problèmes de contamination pouvant survenir dans des environnements à haute température. Les systèmes MBE fonctionnent dans des conditions d’ultra-vide, permettant l’intégration de techniques de surveillance davantage in situ. Cependant, le taux de croissance et la capacité de production du MBE ne peuvent égaler ceux du MOCVD, ce qui le rend plus adapté aux applications de recherche[7].

Figure 5 : (a) Schéma de l'Eiko-MBE (b) Schéma de la chambre de réaction principale du MBE
(3) HVPE (épitaxie en phase vapeur d'hydrure)
L'épitaxie en phase vapeur d'hydrure (HVPE) utilise GaCl3 et NH3 comme précurseurs. Detchprohm et al. a utilisé cette méthode pour faire croître des couches épitaxiales de GaN de plusieurs centaines de micromètres d'épaisseur sur des substrats en saphir. Dans leurs expériences, une couche tampon de ZnO a été développée entre le substrat saphir et la couche épitaxiale, permettant à la couche épitaxiale d'être décollée de la surface du substrat. Par rapport au MOCVD et au MBE, le principal avantage du HVPE est son taux de croissance élevé, ce qui le rend adapté à la production de couches épaisses et de matériaux en vrac. Cependant, lorsque l’épaisseur de la couche épitaxiale dépasse 20 µm, les couches développées en HVPE sont sujettes à la fissuration.
Akira USUI a introduit la technologie des substrats à motifs basée sur la méthode HVPE. Initialement, une fine couche épitaxiale de GaN, de 1 à 1,5 µm d'épaisseur, a été cultivée sur un substrat saphir en utilisant MOCVD. Cette couche était constituée d’une couche tampon de GaN basse température de 20 nm d’épaisseur et d’une couche de GaN haute température. Ensuite, à 430°C, une couche de SiO2 a été déposée sur la surface de la couche épitaxiale et des bandes de fenêtre ont été créées sur le film de SiO2 par photolithographie. L'espacement des rayures était de 7 μm, avec des largeurs de masque allant de 1 μm à 4 μm. Cette modification leur a permis de produire des couches épitaxiales de GaN sur des substrats en saphir de 2 pouces de diamètre, qui restent sans fissures et lisses comme un miroir même lorsque l'épaisseur augmente jusqu'à des dizaines, voire des centaines de micromètres. La densité des défauts a été réduite de 109-1010 cm^-2 pour la méthode HVPE traditionnelle à environ 6×10^7 cm^-2. Ils ont également noté que la surface de l’échantillon devenait rugueuse lorsque le taux de croissance dépassait 75 μm/h[8].
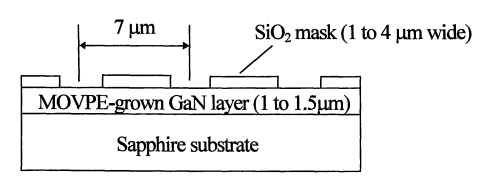
Figure 6 : Schéma du substrat à motifs
5. Résumé et perspectives
L’immense demande du marché entraînera sans aucun doute des progrès significatifs dans les industries et technologies liées au GaN. À mesure que la chaîne industrielle du GaN mûrit et s’améliore, les défis actuels liés à l’épitaxie du GaN finiront par être atténués ou surmontés. Les développements futurs introduiront probablement de nouvelles techniques d’épitaxie et des options de substrat supérieures. Ces progrès permettront de sélectionner la technologie épitaxiale et le substrat les plus adaptés en fonction des caractéristiques de différents scénarios d'application, conduisant à la production de produits personnalisés hautement compétitifs.**
Les références:
[1] "Attention" Matériau semi-conducteur-nitrure de gallium (baidu.com)
[2] Tang Linjiang, Wan Chengan, Zhang Minghua, Li Ying, État de la recherche sur les matériaux semi-conducteurs à large bande interdite SiC et GaN, Technologie et produits à double usage militaire et civil, mars 2020, numéro 437, 21-28.
[3] Wang Huan, Tian Ye, Recherche sur la méthode de contrôle des contraintes à large mésappariement du nitrure de gallium sur substrat de silicium, Innovation et applications scientifiques et technologiques, numéro 3, 2023
[4] L.Liu, J.H.Edgar, Substrats pour l'épitaxie au nitrure de gallium, Materialss Science and Engineering R, 37(2002) 61-127.
[5]P.Ruterana, Philippe Vermaut, G.Nouet, A.Salvador, H.Morkoc, Traitement de surface et structure de couche en croissance de 2H-GaN sur la surface (0001)Si du 6H-SiC par MBE, MRS Internet J. Nitrure Semi-seconde. Rés.2(1997)42.
[6] M.A. Sanchez-Garcia, F.B. Naranjo, J.L.Pau, A.Jimenez, E.Calleja, E.Munoz,Électroluminescence ultraviolette dans des diodes électroluminescentes à hétérojonction unique GaN/AlGaN cultivées sur Si(111),Journal of Applied Physics 87,1569(2000).
[7] Xinqiang Wang, Akihiko Yoshikawa, Croissance par épitaxie par faisceau moléculaire de GaN, AlN et InN, Progrès dans la croissance cristalline et la caractérisation des matériaux 48/49 (2004) 42-103.
[8] Akira Usui, Haruo Sunakawa, Akira Sakai et A. atsushi Yamaguchi, Croissance épitaxiale de GaN épais à faible densité de dislocation par épitaxie en phase vapeur d'hydrure, Jpn. J.Appl. Phys. Vol. 36 (1997) pages 899-902.